



これまでこの連載ではシンプルなモデルのみを使ってきました。シンプルというのは形が単純というだけではなく、FDM方式でプリントしやすい形状をしたモデルを使用してきた、ということです。では3DPしやすい形状とはなんでしょう。答えはいくつかあるのですが、今回特に注目していくのは重力によって成形に影響がでない形状を指しています。今回はそのような3DP向けのデザインについて解説します。
3Dプリント可能な傾斜は原則45度まで
FDM方式のプリンタの場合、基本的にフィラメントの層
そこで真上にレンガを積むのではなく、少しずつレンガを横にずらしていけば、一つ下のレンガに支えられる形で、最終的には斜めに伸びていく面ができあがります。この下のレンガによる支えに順ずるものなしでいきなり空にレンガを置いても、下層のレンガの中心から離れすぎた場所に次のレンガを置いても、充分な接地面を得られずに重力によって下に落ちてしまうので、期待する形の出力を得られません。
ここで説明したような上の層にいくと下層より外側に突出したような形をオーバーハングと呼びます。オーバーハングを出力する際FDM方式のプリンタは前述のレンガの理屈と同じ処理をしています。まず下の層に出力し、次の層にプラスチックをずらして出力していきます。上の層は下層に支えられることによって、他の助けを必要とせず斜面を出力できるのです。
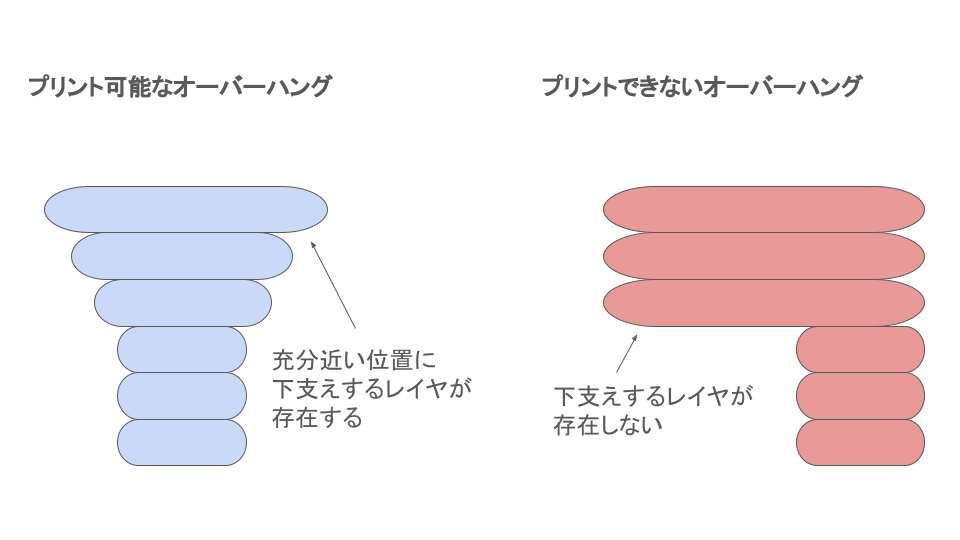
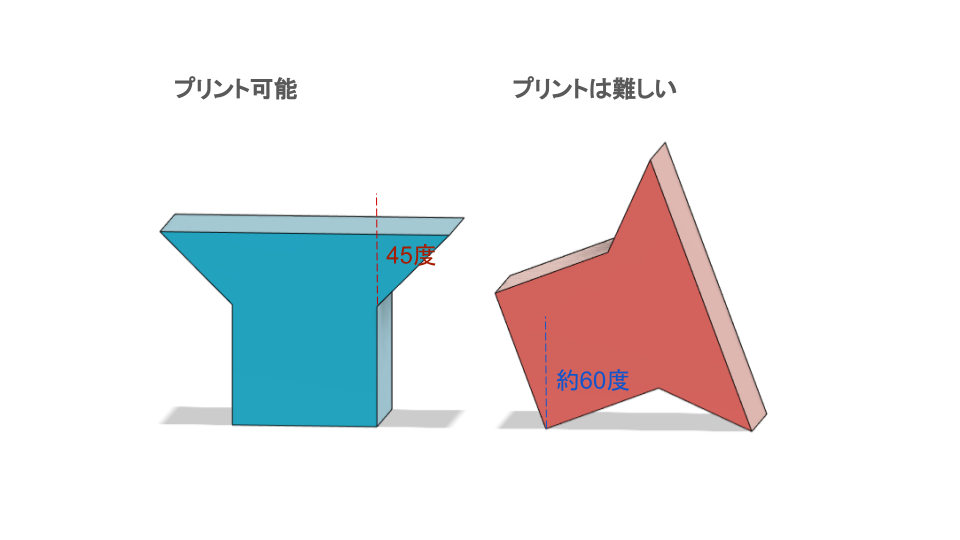
プリンタの性能やスライシングの方法によって多少この値は変わってきますが、FDM方式のプリンタにおいては基本的に3Dプリント可能なオーバーハング斜面の限界は45度です。オーバーハングの角度は垂直方向から測りますので、垂直な面は0度、真横に突っ張った面が90度ということになります。
3Dプリンタでは45度以上水平方向に倒れると、上の層を下支えすることができなくなり、スムースなプリントは望めなくなります。ですので、3Dプリントするモデルはすべてのオーバーハングの角度を45度かそれ以下に保つことができればそれが一番の理想です。
厳密にはオーバーハングの角度以外の要素、プリンタの性能やチューニングによって45度以上のオーバーハングをプリント可能な場合もありますし、後述のサポートによってカバーできることも多いのですが、可能ならばオーバーハングの角度を調整すると小細工無しで美しいプリントが作成できます。
なお、同じモデルでも、プリントする角度によってはオーバーハングの角度をプリント可能な範囲に調節できることもあります。以下の画像の例では同じ形のモデルでもオーバーハングの角度がかわることを示しています。このような調節が可能な場合はモデルのデザインを変えずとも、プリントの設定を変えるだけで出力可能になることがあります。
なお、円柱状のモデルを出力する際には平面部分を下に置けば問題ありませんが、曲線部分を下に置くと出力が難しくなります。これは円柱を横にした場合、任意のレイヤの位置におけるオーバーハング角度は円に対する接線の角度と同じであることを考えればプリントが難しくなる理由がわかるかと思います。
最初のレイヤではオーバーハング角度は90度から始まり、だんだん80度、70度と減っていきます。つまり、そのような方向でプリントした場合は最初のレイヤのほうがプリントが難しくなるということです。正確な円柱や円状の形をプリントしたい場合はこのことを踏まえてモデルの形やプリントする方向を考えましょう。
サポートによる下支え
下支えが必要なのにモデルの形状的にそれを望めない時に使うのがサポートです。サポートはモデル本体に任意のレイヤをプリントする際の下支えがない場合にその下に補助のために別途出力される構造体を指します。
サポートはたいていスライサが勝手に追加してくれるので、最初はお任せしておけばよいでしょう。実際スライサの提示するサポートを利用すれば、オーバーハングがある形でも比較的高い割合でプリントを成功させることは可能です。
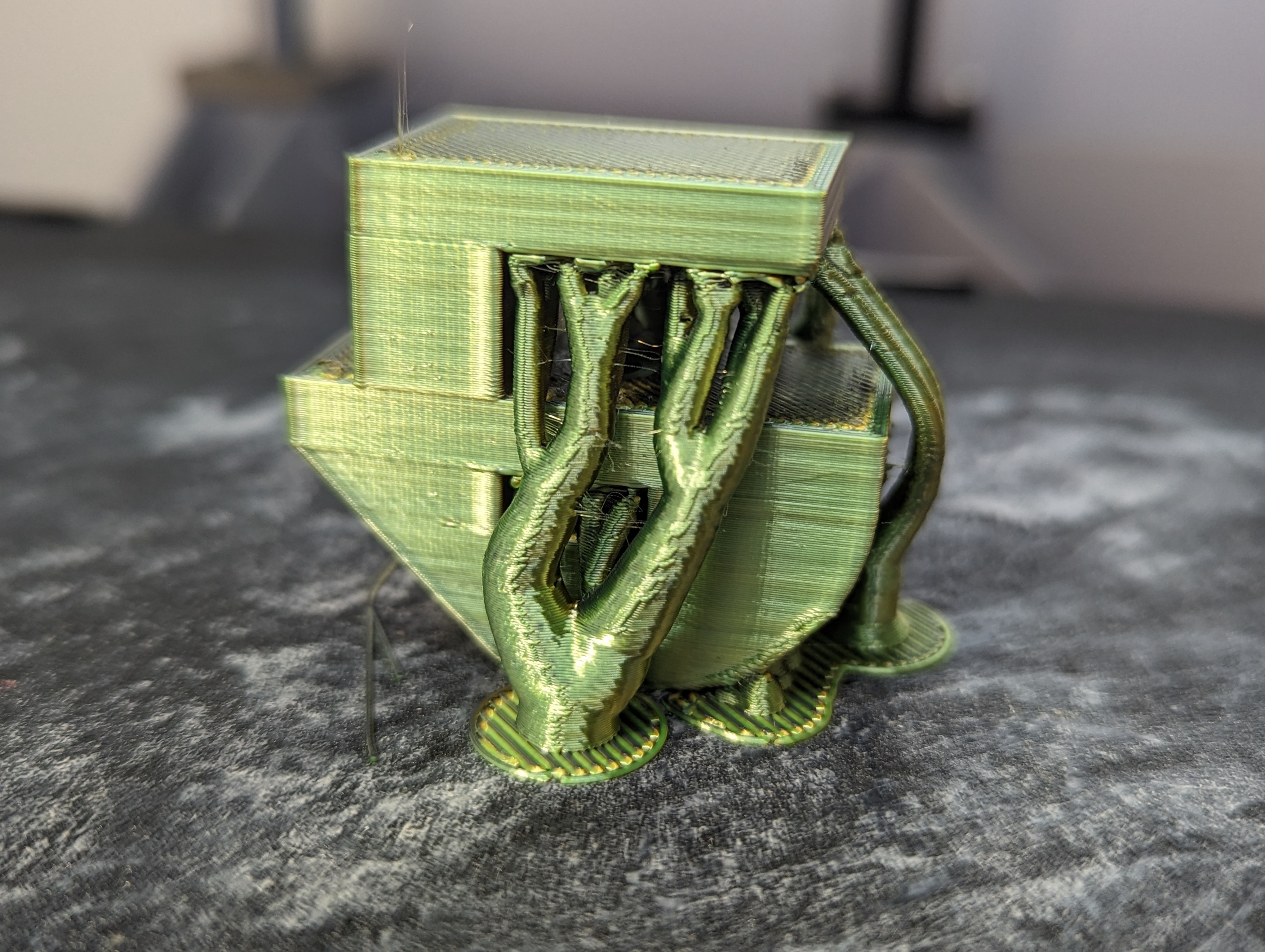
ですがプリントを繰り返すうちにサポートは気を付けないと様々な弊害も生むことがわかるかと思います。例えば以下の画像では複雑なデザインのせいで、大量のサポートを使わざるを得ず、多くのフィラメントをサポートに費やす結果になってしまいました。
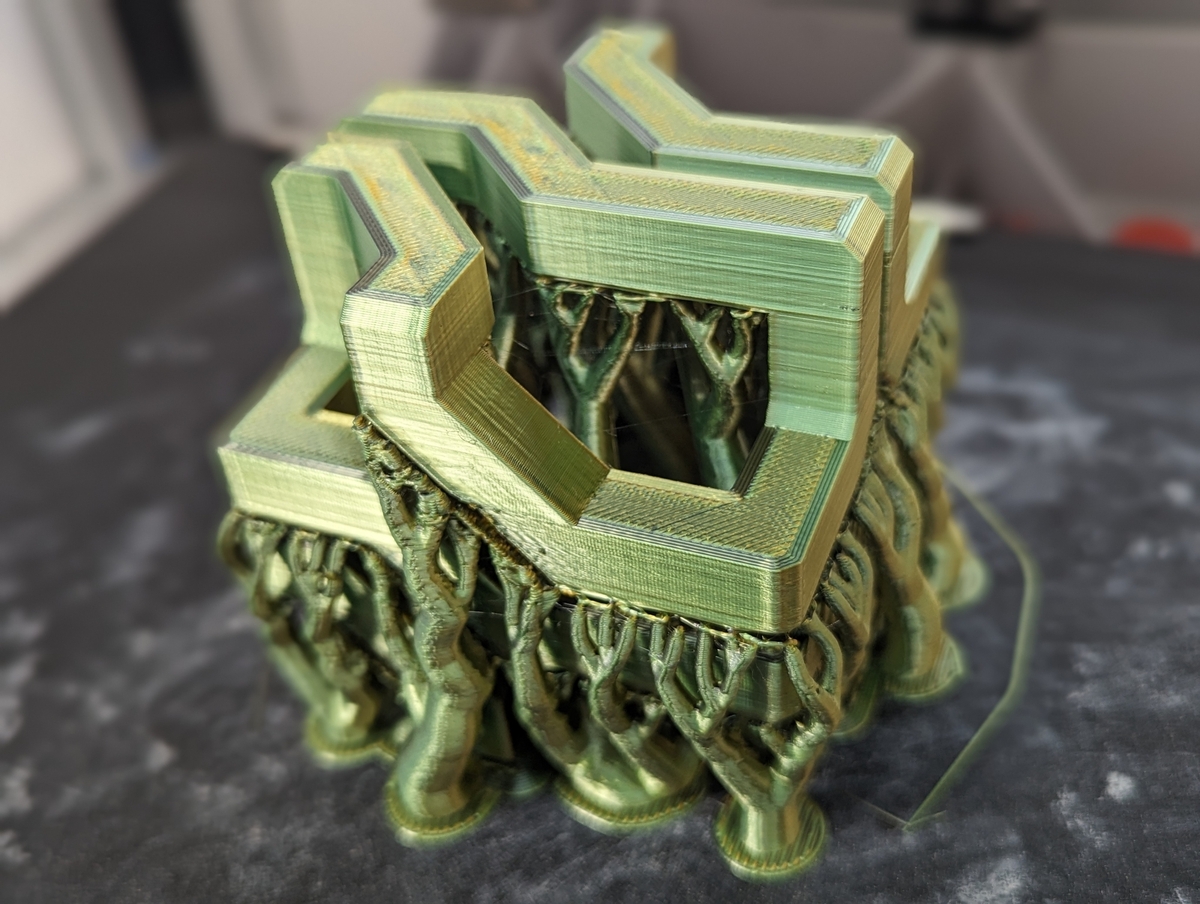
これらのサポートのひとつひとつは比較的弱い形でモデルと接着されていますが、それでも量が多ければかなりの力でモデルに接着してしまいます。それゆえ、プリントが終わったあとでサポートを除去するのに一苦労してしまうでしょう。
また、いくつかのテクニックはありますが、基本的にサポートの接するモデルの面は美しいスムースな面にはなりません。ひも状のフィラメントの形が残る形になってしまいます。さらにもしこれが平面ではなく球状、斜面、とがった形状だった場合はほぼ確実に細かい造形が崩れてしまうでしょう。
サポートは必ずしも使ってはいけないというわけではありませんし、実際サポートを使って何の問題もなく出力可能なモデルもたくさんあります。しかし可能であればサポートは利用せずにプリントできるように調整をするとよいでしょう。
様々な形状とサポート
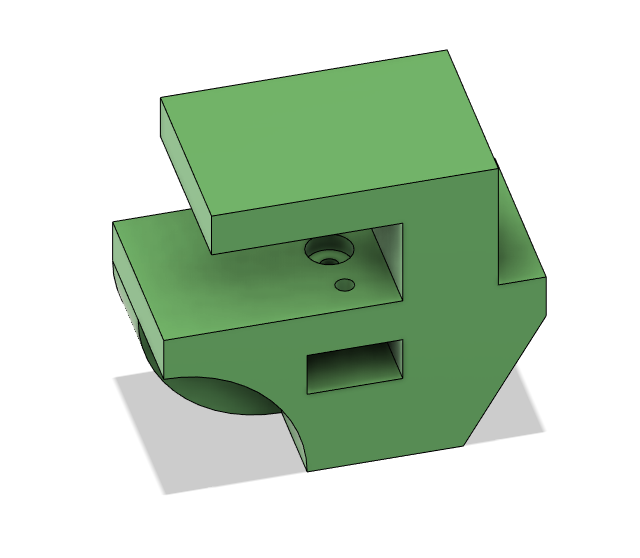
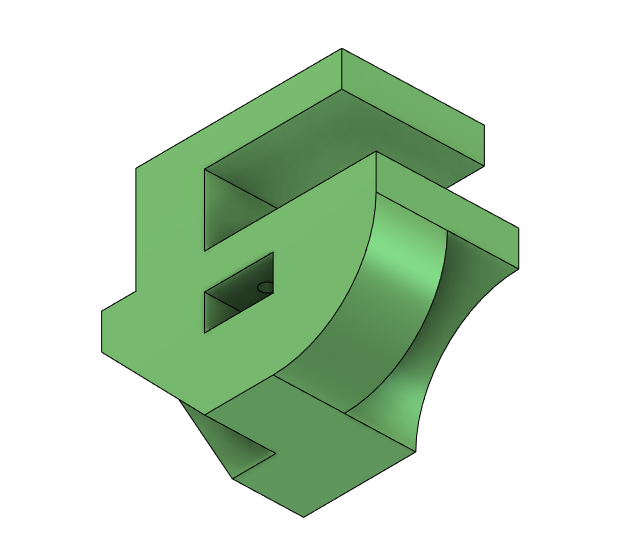
以下のテストではいくつかの問題になりがちな形状を組み込んだモデルを作りました。円状の面、45度、60度、90度のオーバーハング、途中に穴のある面などがデザインに組み込まれています。
これをサポート有りと無しでプリントしてみた結果が以下の写真です。最初の写真はサポート付きでプリントしおわった状態で、この時は

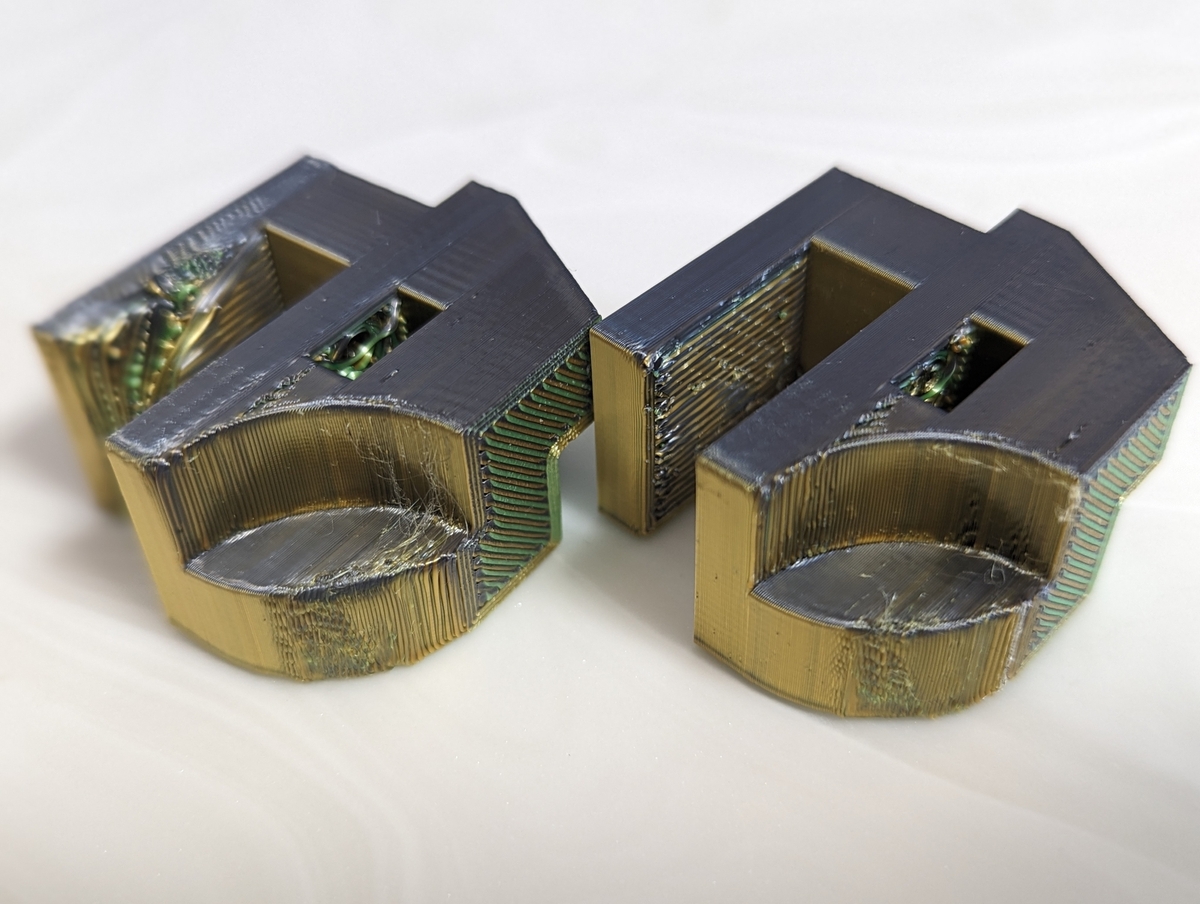
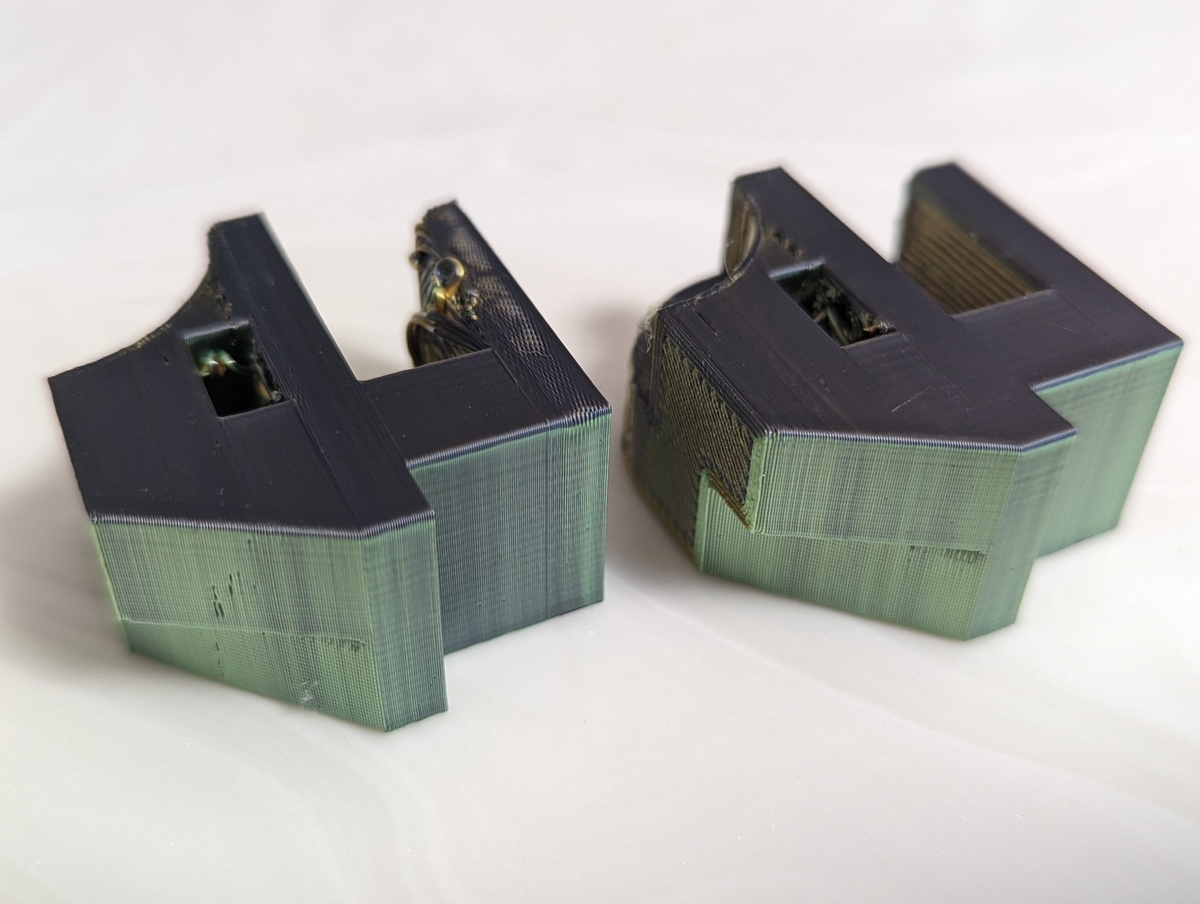
これらの写真を見ると、サポート無しでの90度の平面は途中からぐちゃぐちゃになっているのがわかるかと思います。45度と60度の平面はどちらでもそれなりにきれいに出力されています。円状の部分はどちらにも多少の歪みがありますが、よく見るとサポートありのほうが少しだけレイヤごとのラインが整っているのがわかるはずです。写真ではわかりにくいですが、この部分サポート無しのほうは少し斜めに歪んでしまっています。また、サポートありのほうの90度のオーバーハングも出力自体はできていますが、側面や底面と比べると表面がざらつくようになっており、サポートの接着してた部分が残っているのがわかります。
プリントのチューニング
サポートが必要な形・
これらの設定をチューニングするには俗にTemperature Tower
現時点ではまだこのあたりの設定はプリンタにおまかせで機械的に調整したり、自動的にどうにかできる形にはなっていないというのが筆者の認識です
このパラメタの組み合わせは多岐にわたるのでここではすべてをカバーしませんが、おもにプリント温度、ヒートベッド温度、プリントスピードなどがあげられます。それらを組み合わせてどのような形状がベストなのかを判断し、試してみてください。一度プリントしてみて駄目でも、少し設定を変えるだけでプリントできることもあります。それが無理でもモデリングまで戻ってより3Dプリントに合った形で微調整すると問題がなくなることもありえます。是非みなさんも色々挑戦して最適なプリント設定をみつけてください。